




- 產品介紹
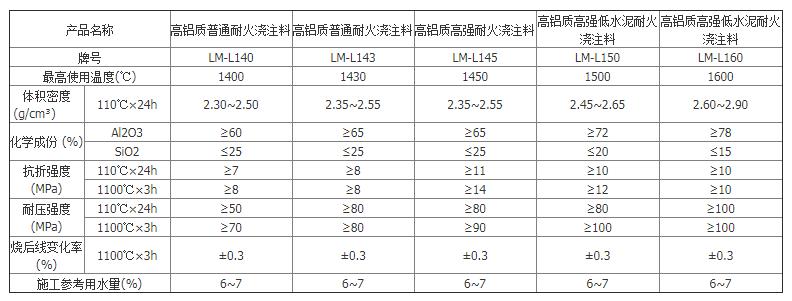
低水泥澆注料(low cement cast-able)是指含結合劑量很少的新型澆注料。關鍵之處在于采用不超過1μm的超細顆粒。其耐熱震性、抗渣性、抗侵蝕能力顯著提高,超過同類耐火磚。進一步降低結合劑含量可制得超低水泥澆注料和無水泥澆注料。
低水泥澆注料是利用流變學原理、最緊密堆積理論和超細粉技術在普通澆注料上發展起來的一種高技術耐火材料。它具有氣孔率低、氣孔尺寸小、密度大、體積穩定性好、強度高和加水量小的特點,并且克服了普通澆注料在800~1200℃時強度顯著下降的特點,并且隨溫度升高而升高,這樣就可以使爐體的熱震性提高一倍以上。
低水泥澆注料使用
(1)錨固釘焊接。使用手槍式焊槍用配套的錨固釘卡盤夾住錨固釘,按設計間距對著水冷梁(柱)進行焊接。
(2)陶瓷纖維氈包扎及表面處理。將預加工好的塊狀陶瓷纖維氈包裹在對應的水冷梁(柱)上,用z2號鍍鋅鐵絲螺旋形地把陶瓷纖維氈緊密地包扎在水冷梁(柱)上,然后在陶瓷纖維氈表面噴灑硬化劑,待其干燥硬化,使氈表面形成一層硬殼后才能進行澆注施工。
(3)模板安裝。為保證澆注后襯壁的外形和模板的熏復使用,采用4 mm厚鋼板制作定型鋼模板。鋼模板從下向上安裝,后安裝的模板下端應卡接在已澆注好的襯壁上。
(4)低水泥澆注料的攪拌。必須采用強制式攪拌機攪拌,使用潔凈水,水溫宜在10~25℃;嚴格按材料使用說明書給出的配合比進行配料和加水;為克服干骨料在運輸過程中產生粒度分布不均勻現象;應干拌1 min再加水攪拌,攪拌時間為4~5 min。
(5)澆注。拌好的澆注料迅速運至澆注現場,用小鏟配合特制的下料斗將澆注料倒入模內。澆注梁時應從模板一側下料,以防止梁下部產生空隙。下料時要防止將包扎好的陶瓷纖氈弄破及脫落,料加滿后開動振動器,振動中料面下沉,及時添料,當澆注料面不再下沉或表面泛漿無氣泡逸出時可停止振動,振動時間一般為2 min。
立柱澆注料振動后表面不作修整,梁澆注料振動后,在料初凝前用鐵抹子刮抹成型,使梁上部澆注料襯壁斷面符合設計要求。
(6)拆模和修補,爐內溫度在10~25℃時,澆注后8 h可以拆模,拆模后澆注料自然養生。應及時對澆注質量進行檢查,一般性缺陷不作處理,但在重要部位和較大的問題要作修補處理,使襯壁滿足生產工藝要求。